| 最小起订 | 1kg |
|---|---|
| 质量等级 | 正品受理质量异议 |
| 是否厂家 | 是 |
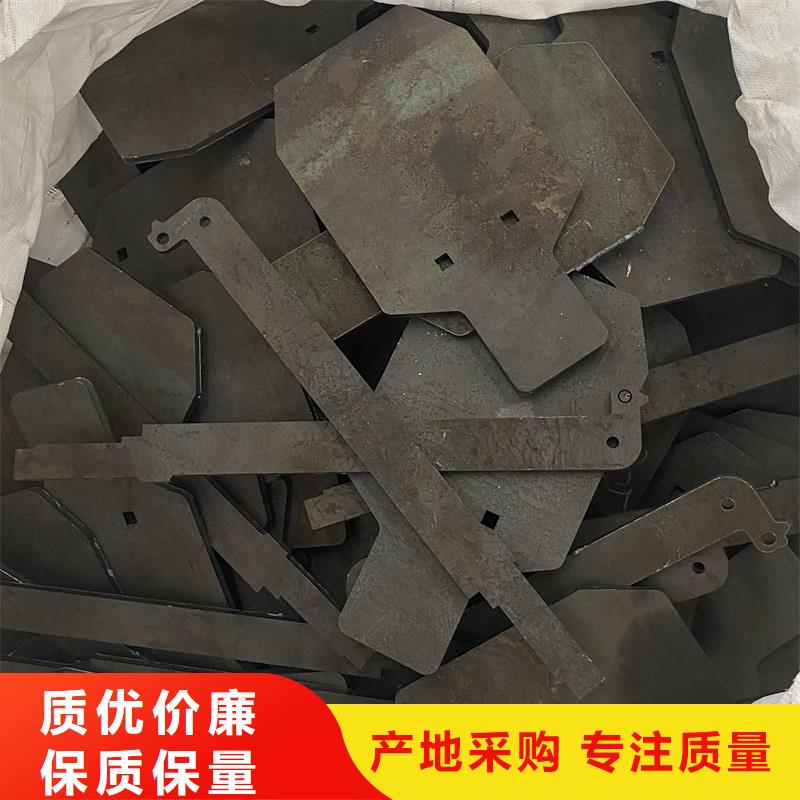
| 产品材质 | NM400-NM450-NM500-MN13 |
| 产品品牌 | 涟钢-中普-新余 |
| 产品规格 | 厚度3-100MM齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 中国 |
| 加工定制 | 可按需切割下料 |
| 产品型号 | 耐磨钢板 |
| 可售卖地 | 全国 |

济宁山东中鲁金属制品有限公司质量控制
公司质量方针:没有*好,只有更好!
我公司 钢板产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 钢板产品质量的管理进行严格的控制,从而为您提供可靠的 钢板产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 钢板产品配发检验合格证,检验报告随货通行。
2、出厂的 钢板产品均按照相关标准生产和检验,不合格的 钢板产品不出厂




耐磨钢板焊接加工。焊接加工 耐磨钢板通常采用药皮保护电弧焊,二氧化碳气体保护焊进行焊接,即可得到满意的焊接接头。手工电弧焊应选用低残留潮气的碱性焊条,必要时焊条应按厂家要求进行干燥处理。对实施高硬度钢板焊接时,建议对钢板进行预热,预热温度可考虑一下建议值或参见焊接规范。注意:焊缝填充料应在构件承受载荷和焊缝承受磨损的许可范围内,应尽可能的选择软的焊材(建议用ER50-6或者70KG高强焊丝),同时注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。推荐焊接工艺如下: 1、建议采用实心焊丝进行 MAG 焊接,焊接保护气体为(15-25%) CO2 的富 Ar 气体,气体流量为 18-25l/min; 2、优先选用低氢焊接材料。手工焊条焊接时,优先选用碱性焊条; 3、尽可能减少焊缝数量;尽可能采用纵缝,尽可能不采用横缝。焊接时尽量不摆动,采用多层多道焊接,焊接热输入建议不超过 10KJ/cm。推荐 热输入量 Q= 板厚a/10; 4、坡口形状优先选用 U 形,可减少母材融入焊缝金属中的比例,降低焊缝中的含碳量,防止裂纹产生; 5、预热有利于防止产生冷裂纹。整体预热有困难时,可采用局部预热;当室温低于 0℃时建议预热; 6、可选用常规焊材或高强焊材: 常规焊材:可用 50kg 级焊丝(如:有梁设计矿用车、焊缝不承载不耐磨) 高强焊材:推荐用 70-80kg 级焊丝,焊丝级别的提高可大幅提高焊缝的疲劳强度(如:无梁矿车、焊缝承载、焊缝磨损) 碳素钢、低合金钢与不锈钢焊材可以用于耐磨钢的焊接,通常建议使用屈服强度不高于500MPa的碳素钢和低合金“软”焊材;如对焊缝强度、硬度等有较高要求也可使用强度较高的“硬”焊材。耐磨钢板NM400-NM450-NM500-MN13,
![[济宁]山东中鲁金属制品有限公司名片](http://ypmimg.44983.com/UploadImg/3480/new_card.jpg "[济宁]山东中鲁金属制品有限公司名片")